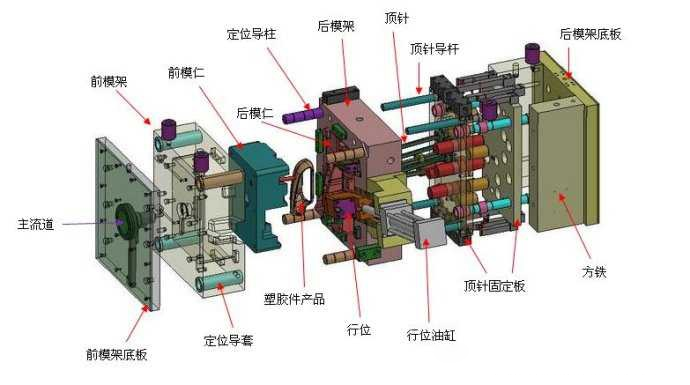
1 Įpurškimo formos sudėtis.Jį daugiausia sudaro liejimo dalys (nurodomos dalys, sudarančios judančių ir fiksuotų formų dalių formos ertmę), pylimo sistema (kanalas, kuriuo iš įpurškimo mašinos antgalio išlydytas plastikas patenka į formos ertmę), nukreipimas. dalys (kad forma būtų tiksliai išlyginta, kai forma uždaryta), stūmimo mechanizmas (įtaisas, kuris išstumia plastiką iš formos ertmės po to, kai forma yra padalinta), temperatūros reguliavimo sistema (kad atitiktų įpurškimo proceso temperatūros reikalavimus ) Išmetimo sistema (formos ertmėje esantis oras ir paties plastiko išgarintos dujos liejimo metu išleidžiamos iš formos, o išmetimo griovelis dažnai būna ant atskyrimo paviršiaus) ir atraminės dalys (naudojamos montuoti ir pritvirtinti arba atramos liejimo dalys ir kitos mechanizmo dalys) yra sudarytos, o kartais yra šoniniai atskyrimo ir šerdies traukimo mechanizmai.
2. Įpurškimo formos projektavimo žingsniai
1. Paruošimas prieš projektavimą
(1) Projektavimo užduotis
(2) Susipažinęs su plastikinėmis dalimis, įskaitant jų geometrinę formą, plastikinių dalių naudojimo reikalavimus ir plastikinių dalių žaliavas
(3) Patikrinkite plastikinių dalių formavimo procesą
(4) Nurodykite įpurškimo mašinos modelį ir specifikaciją
2. Suformuluokite formavimo proceso kortelę
(1) Gaminio apžvalga, pvz., schema, svoris, sienelės storis, projektuojamas plotas, bendrieji matmenys, ar yra šoninių įdubų ir įdėklų
(2) Gaminyje naudojamų plastikų apžvalga, pvz., gaminio pavadinimas, modelis, gamintojas, spalva ir džiovinimas
(3) Pagrindiniai pasirinktos įpurškimo mašinos techniniai parametrai, tokie kaip atitinkami matmenys tarp įpurškimo mašinos ir montavimo formos, varžto tipas, galia (4) įpurškimo mašinos slėgis ir eiga
(5) Įpurškimo sąlygos, tokios kaip temperatūra, slėgis, greitis, formos fiksavimo jėga ir kt
3. Injekcinės formos konstrukciniai projektavimo žingsniai
(1) Nustatykite ertmių skaičių.Sąlygos: maksimalus įpurškimo tūris, formos fiksavimo jėga, gaminio tikslumo reikalavimai, ekonomiškumas
(2) Pasirinkite nuotėkio paviršių.Principas turėtų būti toks, kad formos struktūra būtų paprasta, atsiskyrimas būtų lengvas ir neturi įtakos plastikinių dalių išvaizdai ir naudojimui
(3) Nustatykite ertmės išdėstymo planą.Naudokite subalansuotą išdėstymą, kiek įmanoma
(4) Nustatykite užtvarų sistemą.Įskaitant pagrindinį srauto kanalą, nukreipimo kanalą, vartus, šaltą angą ir kt.
(5) Nustatykite atleidimo režimą.Skirtingi formų išėmimo būdai suprojektuoti pagal skirtingas plastikinių dalių paliktas formos dalis.
(6) Nustatykite temperatūros reguliavimo sistemos struktūrą.Temperatūros reguliavimo sistemą daugiausia lemia plastiko tipas.
(7) Kai įdėklo struktūra pritaikoma įdėklai arba šerdies viduje, nustatomas įdėklo apdirbamumas ir montavimo bei fiksavimo režimas.
(8) Nustatykite išmetimo tipą.Paprastai tarpas tarp formos atskyrimo paviršiaus ir išmetimo mechanizmo bei formos gali būti naudojamas išmetimui.Didelėms ir greitaeigėms įpurškimo formoms turi būti suprojektuota atitinkama išmetimo forma.
(9) Nustatykite pagrindinius įpurškimo formos matmenis.Pagal atitinkamą formulę apskaičiuokite liejimo dalies darbinį dydį ir nustatykite formos ertmės šoninės sienelės storį, ertmės dugno plokštę, šerdies atraminę plokštę, judančio šablono storį, ertmės plokštės storį. modulinė ertmė ir įpurškimo formos uždarymo aukštis.
(10) Pasirinkite standartinį formos pagrindą.Pasirinkite standartinį įpurškimo formos pagrindą pagal suprojektuotus ir apskaičiuotus pagrindinius įpurškimo formos matmenis ir pabandykite pasirinkti standartines formos dalis.
(11) Nubraižykite formos struktūrą.Pilno įpurškimo formos struktūros eskizo nubrėžimas ir formos struktūros brėžinio piešimas yra labai svarbus formos projektavimo darbas.
(12) Patikrinkite atitinkamus formos ir įpurškimo mašinos matmenis.Patikrinkite naudojamos įpurškimo mašinos parametrus, įskaitant didžiausią įpurškimo tūrį, įpurškimo slėgį, formos fiksavimo jėgą ir formos montavimo dalies dydį, formos atidarymo eigą ir išstūmimo mechanizmą.
(13) Įpurškimo formos konstrukcinio projekto peržiūra.Atlikite išankstinę peržiūrą ir gaukite vartotojo sutikimą, taip pat būtina patvirtinti ir pakeisti vartotojo reikalavimus.
(14) Nubraižykite formos surinkimo brėžinį.Aiškiai nurodykite kiekvienos įpurškimo formos dalies surinkimo ryšį, būtinus matmenis, serijos numerius, detales Pavadinimo blokas ir techniniai reikalavimai (techninių reikalavimų turinys yra toks: a. štampo konstrukcijos eksploatacinių savybių reikalavimai, pvz., išmetimo mechanizmo surinkimo reikalavimai ir šerdies traukimo mechanizmas, pvz., atskyrimo paviršiaus atstumas, štampų naudojimo reikalavimai, d. užrašas, alyvos sandariklis ir laikymo reikalavimai (15) Nubraižykite formos dalies brėžinį arba brėžinį: pirmiausia viduje, tada išorėje. sudėtingas, tada paprastas, pirmiausia sudaro dalis, tada konstrukcines dalis.
(16) Peržiūrėkite projektinius brėžinius.Galutinė įpurškimo formos dizaino peržiūra yra galutinis įpurškimo formos konstrukcijos patikrinimas, todėl daugiau dėmesio reikėtų skirti dalių apdorojimo našumui.
3. Įpurškimo formos auditas
1. Pagrindinė struktūra
(1) Ar įpurškimo formos mechanizmas ir pagrindiniai parametrai atitinka įpurškimo mašiną.
(2) Ar įpurškimo formoje yra suspaudimo kreiptuvo mechanizmas ir ar mechanizmo konstrukcija yra pagrįsta.
(3) Ar atskyrimo paviršius yra pagrįstas, ar yra blykstės galimybė ir ar plastikinė dalis lieka judančio štampėlio (arba fiksuoto štampo), nustatyto išstūmimo ir atleidimo mechanizme, šone.
(4) Ar ertmės išdėstymas ir užtvarų sistemos konstrukcija yra pagrįsti.Ar vartai yra suderinami su plastikine žaliava, ar vartų padėtis yra lygiavertė, ar geometrinė vartų ir bėgelio forma ir dydis yra tinkami ir ar srauto santykis yra pagrįstas.
(5) Ar suformuotų dalių dizainas yra pagrįstas.
(6) Išstūmimo atleidimo mechanizmas ir šoninis įtaisas.Arba šerdies traukimo mechanizmas yra pagrįstas, saugus ir patikimas.Ar yra trukdžių ir okliuzijos.(7) Ar yra išmetimo mechanizmas ir ar jo forma yra pagrįsta.(8) Ar reikalinga temperatūros reguliavimo sistema.Ar šilumos šaltinis ir vėsinimo režimas yra pagrįsti.
(9) ar atraminių dalių struktūra yra pagrįsta.
(10) Ar bendras matmuo gali užtikrinti montavimą, ar tvirtinimo būdas parinktas pagrįstai ir patikimai ir ar montavimui naudojama varžto anga atitinka įpurškimo mechanizmo ir fiksuotos formos tvirtinimo plokštės varžto angos padėtį.
2. Projektiniai brėžiniai
(1) Surinkimo brėžinys
Ar yra aiškus dalių ir komponentų surinkimo ryšys, ar tinkamai ir pagrįstai pažymėtas atitikimo kodas, ar dalių ženklinimas yra baigtas, ar jis atitinka sąraše esantį serijos numerį, ar atitinkamose instrukcijose yra aiškūs ženklai ir kaip standartizuota visa įpurškimo forma.
(2) Dalių brėžinys
Ar yra aiškiai pažymėtas dalies numeris, pavadinimas ir perdirbimo kiekis, ar matmenų nuokrypis ir įvairūs leistinų nuokrypių ženklai yra pagrįsti ir išsamūs, ar lengvai dėvimos dalys yra skirtos šlifavimui, kurioms dalims taikomi itin aukšti tikslumo reikalavimai, ar šis reikalavimas yra tinkamas. pagrįsta, ar kiekvienos dalies medžiagos pagalvėlė yra tinkama ir ar terminio apdorojimo bei paviršiaus šiurkštumo reikalavimai yra pagrįsti.
(3) Kartografinis metodas
Ar piešimo metodas yra teisingas, ar jis atitinka nacionalinius standartus ir ar lengvai suprantamos brėžinyje pateiktos geometrinės figūros ir techniniai reikalavimai.3. Įpurškimo formos dizaino kokybė
(1) Kuriant įpurškimo formą, ar teisingai buvo atsižvelgta į plastikinių žaliavų proceso charakteristikas ir liejimo charakteristikas, į galimą įpurškimo mašinos tipo poveikį liejimo kokybei ir ar buvo imtasi atitinkamų prevencinių priemonių galimos problemos liejimo proceso metu projektuojant įpurškimo formą.
(2) Ar buvo atsižvelgta į plastikinių dalių reikalavimus, susijusius su įpurškimo formos nukreipimo tikslumu, ir ar kreipiamoji konstrukcija buvo suprojektuota pagrįstai.
(3) Ar suformuotų dalių darbinių matmenų skaičiavimas yra teisingas, ar galima garantuoti gaminių tikslumą ir ar jie yra pakankamai tvirti ir tvirti.
(4) Ar atraminės dalys gali užtikrinti, kad forma būtų pakankamai tvirta ir tvirta.
(5) Ar atsižvelgiama į pelėsių bandymo ir taisymo reikalavimus
4. Ar yra griovelių, skylių ir pan., patogių surinkimui ir išmontavimui surinkimo ir išmontavimo bei tvarkymo sąlygų požiūriu, ir ar jie yra pažymėti.
Paskelbimo laikas: 2023-06-06